| 产品参数 | |
|---|---|
| 产品价格 | 9/米 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 最小起订 | 1米 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 长度 | 6米 |
| 颜色 | 黄色 |
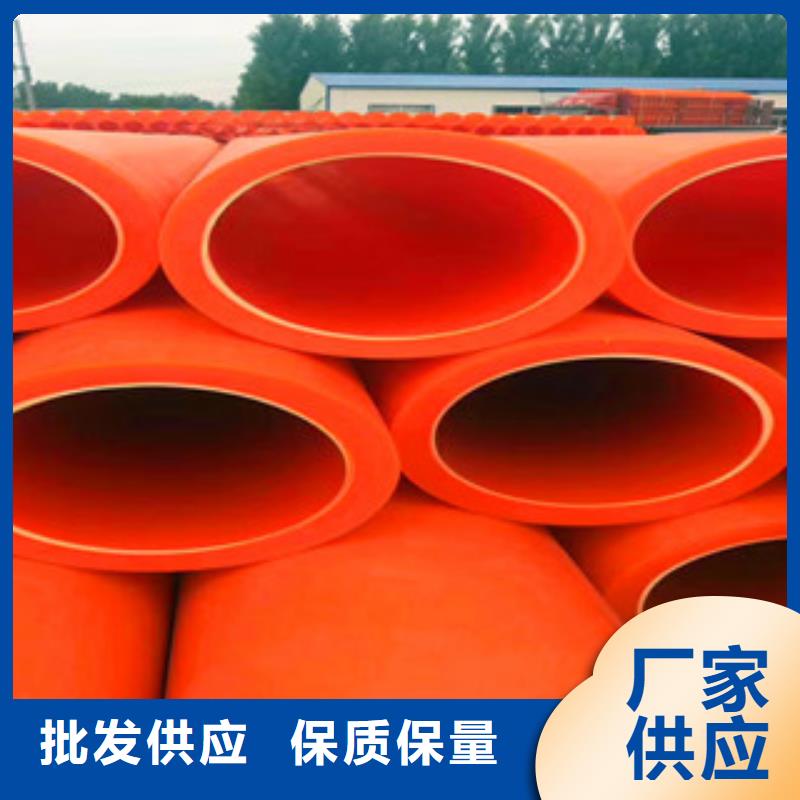
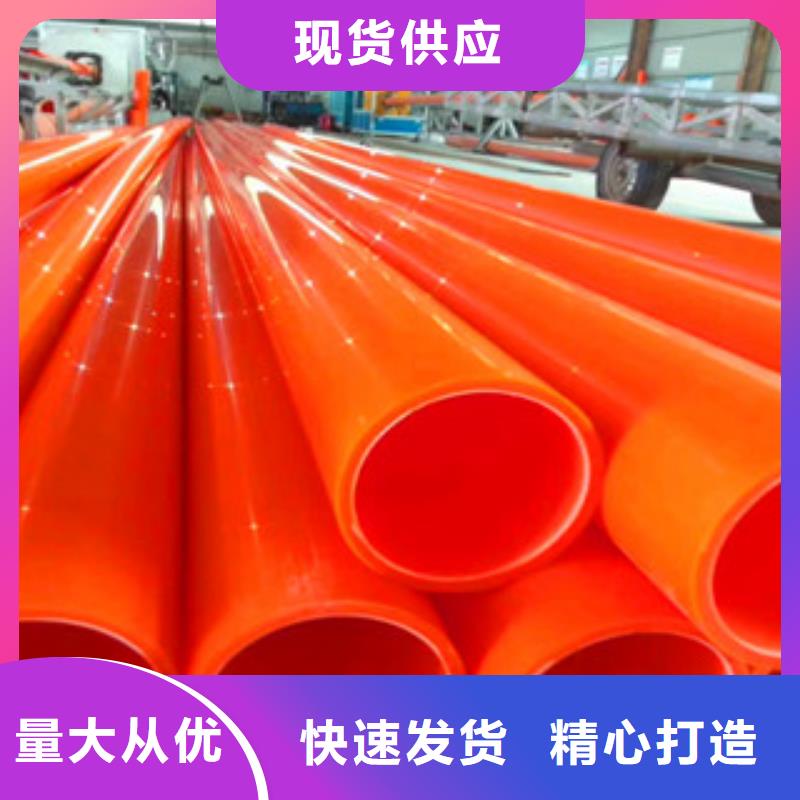
| 结构 | 平整光滑 |

那曲恒塑管道有限责任公司位于郝北镇邓峪村经济开发区,公司具有现代化的生产设备和多年的生产技术,产品的多样化即美观大方又有j i好的立体效应,自动化表面浸塑,使产品具有了耐腐蚀、抗老化 、耐酸碱、不腿色、表面平整、光亮、手感好的特点,进而使产品达到完美的境界。
我公司生产的产品主要包括: 玻璃钢管等产品,公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司怀着感恩之心,更加追求卓越的业绩,来回馈社会,服务顾客。



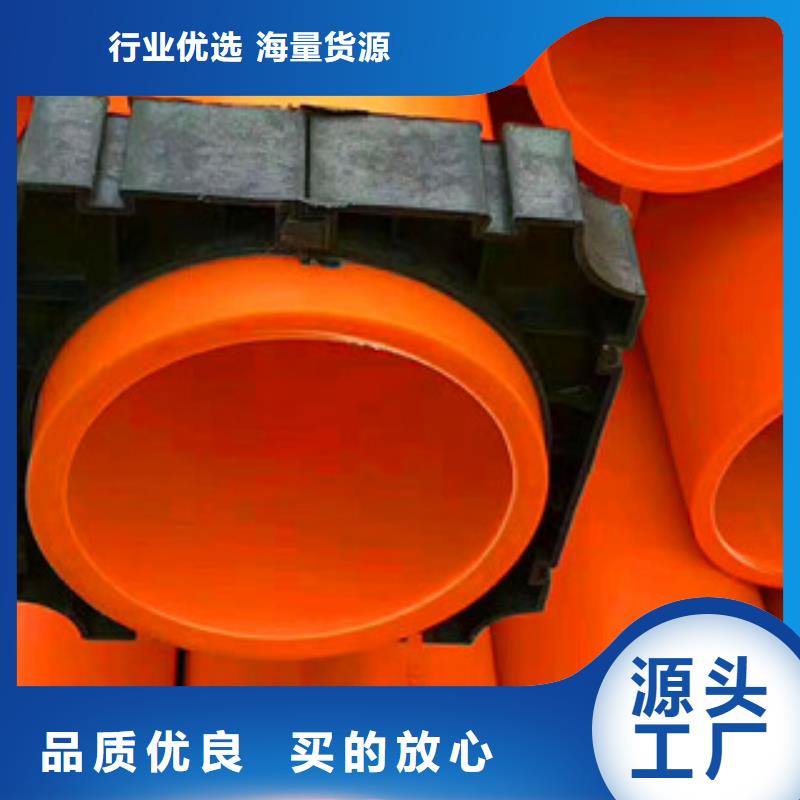
管材两端错位量不应超过管壁厚的10%,时管材两端面间没有明显间隙,缝隙宽度应符合下面规定:0.3mm(dn225mm);0.5mm(225mm400mm)。如不符合要求,应再次铣削,直到满足上述要求为止。3、测量拖拉力,包括移动夹具的摩擦阻力,及焊接工艺参数压力。
二者叠加,确定实际压力。检查加热板温度是否达到设定值。当温度达到设定温度时,应再保温10分钟以上,待加热板温度均匀。如在气温较低的环境或大风条件下,应有保温措施,保温时间需延长。直到温度均匀且实际温度达到设定值。
4、当加热板温度达到设定值后,快速放入机架,施加规定的压力,直到管材两端圆周出现翻边且教小卷边达到规定高度。5、将压力减小到规定值,使管材端面与加热板之间刚好保持,继续加热到规定时间2分钟。6、吸热时间达到规定值后,退开活动架,迅速取出加热板。
然后两管端。其切换时间应尽可能短,不能超过规定值。且时的压力不能过大,否则会将熔融物料挤出,造成焊接质量下降。在焊接时,当对接完成后,应立即将其外层翻边去掉观察两对接端面之间熔融物料的多少。

![[那曲]恒塑管道有限责任公司名片](http://ypmimg.huaer.cc/UploadImg/2327/new_card.jpg "[那曲]恒塑管道有限责任公司名片")